
Если ваши проекты с FDM тип 3D-принтер не совсем правильные, или если головка вызывает проблемы из-за того, что она застряла, возможно, вам пора выполнить калибровку, чтобы убедиться, что вы получите наилучшие возможные результаты. В этой статье мы собираемся объяснить, как именно откалибровать экструдер или головку вашего 3D-принтера, так что вы не только избежите замятий, но и получите максимальную производительность от своего устройства.
Чтобы получить максимальную производительность от вашего FDM 3D принтер , калибровка экструдера - это то, что вы должны сделать рано или поздно (на самом деле, в идеале это делать, когда он новый). Таким образом вы обеспечите достаточное количество нити, выходящей из сопла (не слишком много и не слишком мало), гарантируя, что ваши 3D-отпечатки будут иметь нужное качество, что вы не тратите впустую нить и не тратите ее впустую. застрять в голове.
Важность калибровки экструдера
Если у вас когда-либо возникали проблемы с прилипанием первого слоя к поверхности, или если ваши отпечатки выходят с пятнами, неровностями или зазорами, то причиной может быть калибровка экструдера принтера. Слишком малое количество нити в экструдере приведет к слои расслаиваются и вызвать плохая адгезия отпечатка к пластине ; Кроме того, слишком большое количество нити может привести к извращенный или принты с наполнителем из волокон, которых там быть не должно.
С другой стороны, правильно откалиброванная головка обеспечит нужное количество нити в каждом слое отпечатка, что делает результат оптимальным. Это означает, что первый слой будет правильно прилегать к рабочей пластине, и конечный результат будет выглядеть именно так, как должен (в зависимости, конечно, от и точность вашего 3D-принтера).
Кроме того, калибровка экструдера - это довольно простой и быстрый способ значительно улучшить качество ваших отпечатков, и, как вы увидите ниже, это то, что вы можете сделать самостоятельно, не прилагая особых усилий и без сложных инструментов. Кроме того, калибровка экструдера работает как с трубкой Боудена, так и с прямым приводом, поэтому, если ваш 3D-принтер относится к типу FDM, наше руководство должно вам помочь.
Наконец, следует отметить, что процесс калибровки 3D-принтеров - это задача, которую следует выполнять регулярно, чтобы гарантировать оптимальную работу. Это особенно важно, если вы начинаете замечать, что ваши отпечатки деформируются или имеют зазоры, но это все же то, что нужно делать время от времени, даже если принтер явно работает нормально.
Как откалибровать экструдер вашего 3D-принтера
Первое, что вам следует уяснить, - это инструменты, которые вам понадобятся для этого процесса калибровки. Очевидно, и как мы уже упоминали, это для 3D-принтеров FDM с экструдер прямого действия или трубка Боудена ; Кроме того, вам понадобится нить накала, штангенциркуль , несмываемый фломастер другого цвета, чем используемая вами нить (чтобы можно было видеть отметки, которые мы собираемся сделать) и, конечно же, ПК с программным обеспечением для управления 3D-печатью. Как видите, требований нет ничего, чего нет почти у каждого в их доме, кроме размера, который вам придется купить.
Первым шагом в этом процессе является загрузка нити в 3D-принтер. Обратитесь к руководству по эксплуатации вашего принтера, чтобы узнать, как это сделать, но это должен быть простой процесс (в большинстве случаев он нагревает сопло, а затем подает нить в экструдер). Как только нить начнет выходить из сопла, вы узнаете, что принтер готов начать калибровку.
Обязательно удалите весь старый материал, приставший к концу сопла - в идеале, он должен быть как можно более чистым перед началом процесса. Кроме того, важно, чтобы сопло было горячим, чтобы калибровка была максимально точной.
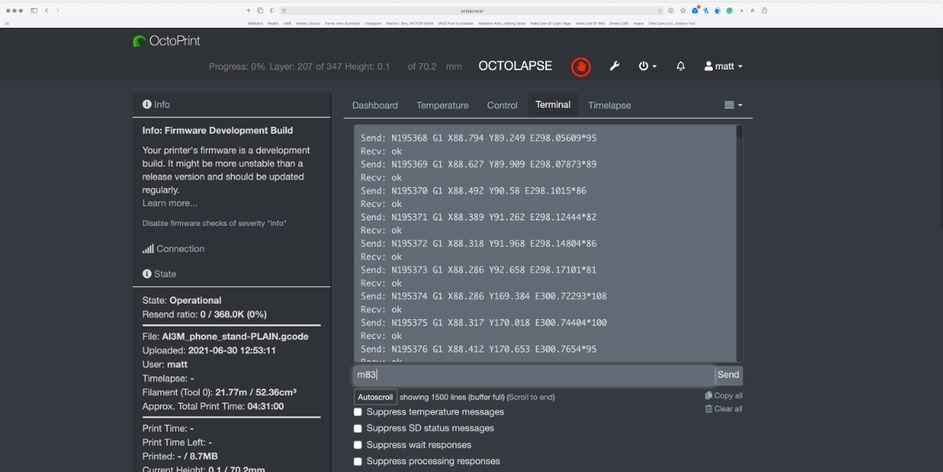
Следующим шагом является подключить ПК к 3D-принтеру, и для большинства принтеров это можно сделать через USB. После того, как вы его подключили и настроили, вы должны вставить принтер в Относительный режим (это делается путем отправки Команда M83 через терминал).
Затем вам нужно будет измерить и пометить нить, которую мы собираемся выдавить. В этом примере мы установили калибр на 120 мм, а затем измерили 120 мм нити на входе экструдера (или от датчика на выходе нити, в зависимости от принтера). Вы должны использовать перманентный маркер, чтобы сделать небольшую отметку на нити при этом измерении, и убедиться, что она видна и максимально точна (так что делайте это с терпением и большим пульсом).


После того, как вы сделаете отметку 120 мм на нити, используйте терминал, чтобы пропустить 100 мм нити через экструдер; Для этого введите команду Г1 Е100 Ф100 на терминале, и принтер должен немедленно начать выдавливать то, что, по его мнению, представляет собой 100 мм нити через сопло (этот процесс займет около минуты).
Теперь, снова используя датчик, измерьте расстояние между входным отверстием экструдера или датчика и отметкой, которую вы сделали на нити. Поскольку мы сделали отметку на уровне 120 мм и теоретически использовали 100 мм нити накала, у нас должно получиться только 20 мм разницы; Если размер составляет ровно 20 мм, вам не нужно ничего калибровать, потому что все правильно, но если расстояние больше или меньше 20 мм, вам нужно откалибровать экструдер.
Чтобы настроить экструдер, вам нужно будет произвести некоторые расчеты; Для начала вам нужно будет найти текущее значение шагов / мм принтера, и для определения этого значения вам нужно будет отправить команду M503 через терминал.
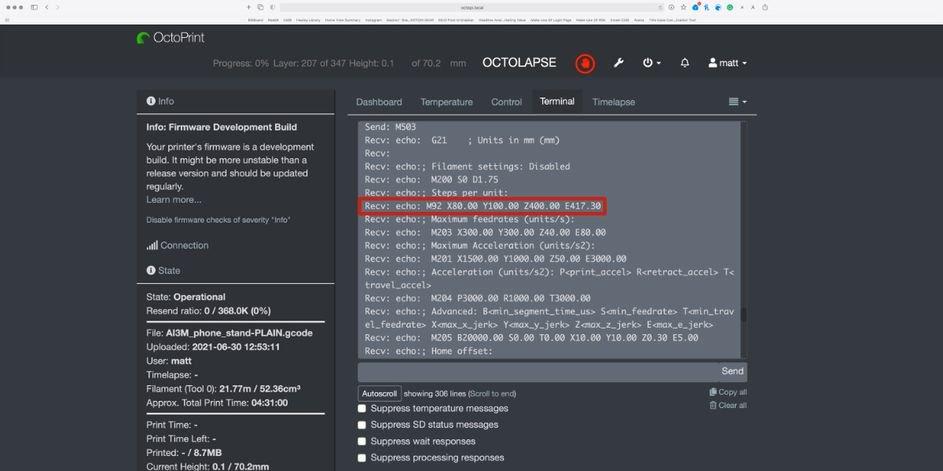
Это должно вернуть вам несколько строк кода, как вы можете видеть на скриншоте выше. Найдите строку с надписью «echo M92 […]», и в конце этой строки вы найдете значение, которое указывает количество шагов на мм принтера.
Затем вам нужно будет найти значение физических шагов / мм, и это именно то измерение, которое вы сделали ранее. Предположим, что это измерение было 22 мм, что дает 98 мм отработанной нити. Теперь вы должны подсчитать, сколько шагов потребовалось экструдеру для получения этой меры нити, и для этого используйте значение E, которое мы взяли на предыдущем шаге, умноженное на 100 (потому что мы взяли 100 мм нити, помните).
Если бы значение E экструдера было 417.30, как в примере, то у нас было бы 41,730 98 шагов для достижения 100 мм экструдированной нити. Последний необходимый расчет - это правильное количество проходов для выдавливания 41,730 мм нити, и чтобы получить это значение, нам просто нужно разделить количество проходов экструдера на текущий мм экструдированной нити. Следуя нашему примеру, мы разделим 98 на 425.81, что эквивалентно 417.30 шага / мм, и это значение, которое нам теперь нужно будет ввести в принтер (вместо XNUMX, который у него был) для его калибровки.
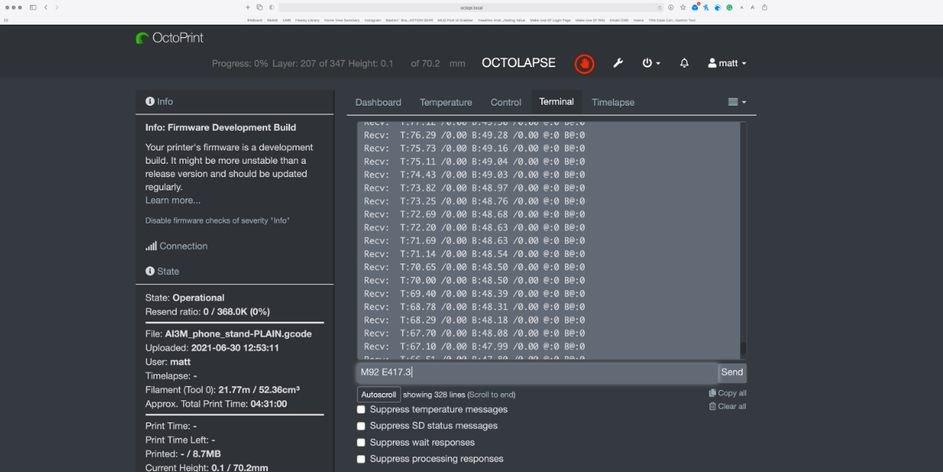
Последний шаг для завершения калибровки вашего 3D-принтера - установить значение E с правильными шагами, которые мы рассчитали. Для этого отправьте на принтер в терминале команду M92 EXXX, где X - это вычисленное нами значение в шагах / мм. В нашем примере мы написали бы M92 E425.8. Затем вам нужно сохранить значение, отправленное с командой M500, и мы полностью откалибруем его.
На этом этапе рекомендуется перезапустить 3D-принтер, чтобы он загрузил новые значения, которые мы установили, и повторно запустить начальный процесс (отметьте 120 мм нити, выдавите 100 мм и измерьте), чтобы убедиться, что теперь принтер вынимает точно количество нити, которое необходимо удалить, ни много, ни мало (иначе что-то пошло не так, и вам следует повторить весь процесс).