
Se seus projetos com um FDM impressora 3D tipo não estão bem ou se o cabeçote está dando problemas porque está preso, pode ser hora de fazer uma calibração para ter certeza de obter os melhores resultados possíveis. Neste artigo vamos explicar, precisamente, como calibre a extrusora ou cabeça de sua impressora 3D, para que você não apenas evite atolamentos, mas também obtenha o melhor desempenho possível de seu dispositivo.
Para obter o melhor desempenho de seu Impressora 3D FDM , calibrar a extrusora é algo que você deve fazer mais cedo ou mais tarde (na verdade, o ideal é fazer quando estiver nova). Ao fazer isso, você garantirá que a quantidade de filamento que sai do bocal é adequada (nem muito, nem pouco), garantindo que suas impressões 3D tenham a qualidade certa, que você não desperdice filamento e que não ficar preso na cabeça.
A importância de calibrar a extrusora
Se você já teve problemas para fazer a primeira camada grudar na superfície, ou se suas impressões saíram com manchas, saliências ou lacunas, a calibração da extrusora da impressora pode ser a culpada. Muito pouco filamento através da extrusora causará as camadas para delaminar e causar má adesão da impressão à placa ; Além disso, muito filamento também pode resultar em deformado ou impressões cheias de fibra que não deveriam estar lá.
Por outro lado, um cabeçote devidamente calibrado fornecerá o quantidade certa de filamento em cada camada da impressão, tornando o resultado ideal. Isso significa que a primeira camada irá aderir corretamente à placa de impressão e o resultado final ficará exatamente como deveria (dependendo, é claro, do qualidade e precisão da sua impressora 3D).
Além disso, calibração da extrusora é uma maneira bastante simples e rápida de obter uma grande melhoria na qualidade de suas impressões e, como você verá a seguir, é algo que você mesmo pode fazer sem muito esforço e sem ferramentas complicadas. Além disso, a calibração da extrusora funciona para os tipos de tubo Bowden e de acionamento direto, portanto, desde que sua impressora 3D seja do tipo FDM, nosso guia deve ajudá-lo.
Por fim, deve-se destacar que o processo de calibração de impressoras 3D é uma tarefa que deve ser realizada regularmente para garantir seu funcionamento ideal. Isso é especialmente importante se você começar a notar que suas impressões estão empenadas ou com falhas, mas ainda é algo que deve ser feito de vez em quando, mesmo que a impressora esteja aparentemente funcionando bem.
Como calibrar a extrusora de sua impressora 3D
A primeira coisa que você deve deixar claro são as ferramentas de que precisará para este processo de calibração. Obviamente, e como já mencionamos, isso é para impressoras 3D FDM com extrusora de ação direta ou tubo Bowden ; Além disso, você precisa de filamento, um Compasso de calibre vernier , um marcador de ponta de feltro indelével de uma cor diferente do filamento que você está usando (para poder ver as marcas que vamos fazer) e, claro, um PC com o software de gerenciamento de impressão 3D. Como você pode ver, os requisitos não são nada que quase todo mundo em sua casa não tenha, exceto o tamanho que você terá que comprar.
A primeira etapa neste processo é carregar o filamento na impressora 3D. Verifique o manual de instruções da impressora para saber como, mas deve ser um processo direto (na maioria dos casos, ele aquece o bico e, em seguida, alimenta o filamento na extrusora). Assim que o filamento começar a sair do bico, você saberá que a impressora está pronta para iniciar a calibração.
Certifique-se de remover qualquer material velho aderido à extremidade do bico - o ideal é que esteja o mais limpo possível antes de iniciar o processo. Além disso, é importante que o bico esteja quente para que a calibração seja o mais precisa possível.
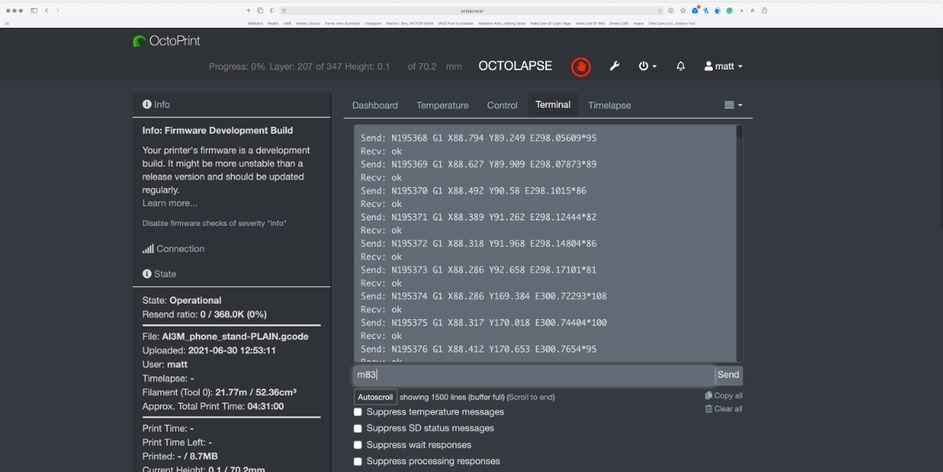
O próximo passo é conecte o PC à impressora 3D, e para a maioria das impressoras, você pode fazer isso via USB. Depois de conectá-lo e configurá-lo, você deve colocar a impressora Modo Relativo (isso é feito enviando um Comando M83 através do terminal).
Em seguida, você terá que medir e marcar o filamento que pretendemos extrudar. Para este exemplo, definimos o medidor para 120 mm e medimos 120 mm de filamento da entrada da extrusora (ou do sensor de saída do filamento, dependendo da impressora). Você deve usar o marcador permanente para fazer uma pequena marca no filamento com esta medida, e certifique-se de que esteja visível e o mais preciso possível (faça isso com paciência e muito pulso).


Depois de fazer a marca de 120 mm no filamento, use o terminal para enviar 100 mm de filamento pela extrusora; Para fazer isso, digite o comando G1 E100 F100 no terminal, e a impressora deve começar imediatamente a extrusar o que ela “pensa” ser 100 mm de filamento através de seu bico (esse processo levará cerca de um minuto).
Agora, usando o medidor novamente, meça a distância entre a extrusora ou entrada do sensor e a marca que você fez no filamento. Como fizemos a marca em 120 mm e em teoria usamos 100 mm de filamento, deveríamos ter apenas 20 mm de diferença; Se a medição for exatamente 20 mm, você não precisa calibrar nada porque tudo está correto, mas se a distância for maior ou menor que 20 mm, você precisa calibrar a extrusora.
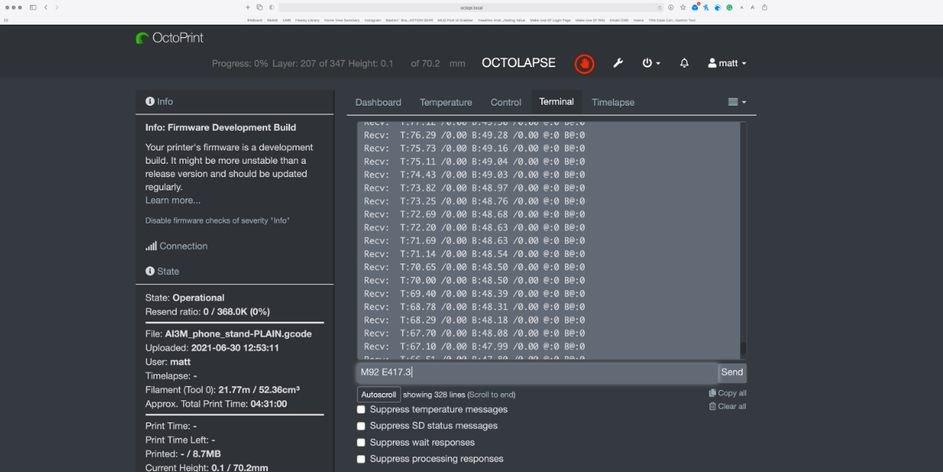
Para ajustar a extrusora, você precisará realizar alguns cálculos; Para começar, você precisará encontrar o valor atual de passos / mm da impressora, e para determinar este valor você terá que enviar o comando M503 através do terminal.
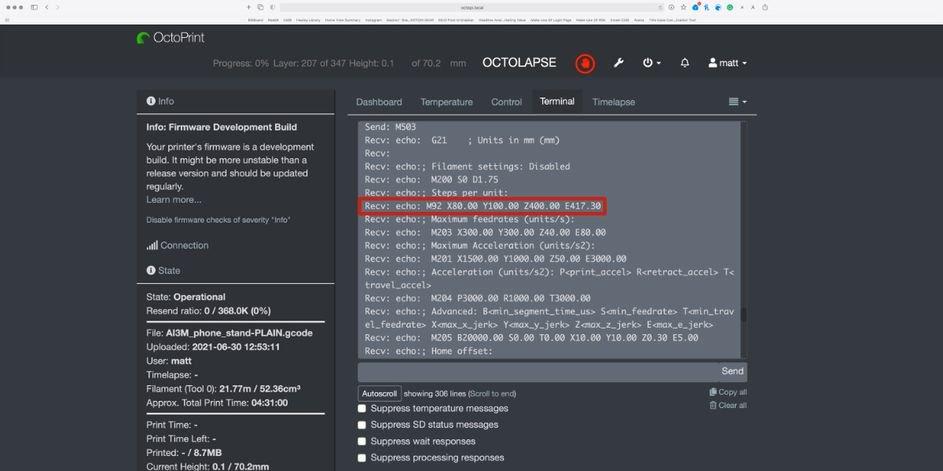
Isso deve retornar algumas linhas de código, como você pode ver na captura de tela acima. Procure a linha “echo M92 […]” e no final desta linha você encontrará um valor, que indica os passos por mm da impressora.
Em seguida, você precisará encontrar o valor de passos físicos / mm, e esta é precisamente a medição que você fez antes. Suponha que essa medida fosse de 22 mm, o que resultaria em 98 mm de filamento gasto. Agora você deve calcular quantos passos a extrusora levou para obter essa medida de filamento e, para isso, use o valor E que tomamos na etapa anterior multiplicado por 100 (porque retiramos 100 mm do filamento, lembre-se).
Se o valor E da extrusora fosse 417.30 como no exemplo, teríamos 41,730 etapas para chegar a 98 mm de filamento extrudado. O cálculo final necessário é o número correto de passagens para extrudar 100 mm de filamento e, para obter esse valor, só temos que dividir o número de passagens da extrusora pelos mm atuais de filamento extrudado. Seguindo nosso exemplo, dividiríamos 41,730 por 98, o que equivale a 425.81 passos / mm, e este é o valor que agora teremos que inserir na impressora (substituindo os 417.30 que ela tinha) para calibrá-la.
A etapa final para terminar de calibrar sua impressora 3D é definir o valor E com as etapas corretas que calculamos. Para fazer isso, envie o comando M92 EXXX para a impressora no terminal, onde X é o valor em passos / mm que calculamos. Em nosso exemplo, escreveríamos M92 E425.8. Então você tem que salvar o valor enviado com o comando M500, e o teríamos totalmente calibrado.
Neste ponto, é aconselhável reiniciar a impressora 3D para que carregue os novos valores que estabelecemos e refazer o processo inicial (marcar 120 mm de filamento, extrudar 100 mm e medir) para verificar se agora a impressora tira exatamente a quantidade de filamento que deve ser retirada, nem mais nem menos (caso contrário, algo não correu bem e deverá repetir todo o processo).