
Si vos projets avec un FDM type imprimante 3D ne sont pas tout à fait corrects ou si la tête vous pose problème parce qu'elle est bloquée, il est peut-être temps pour vous de faire un étalonnage pour vous assurer d'obtenir les meilleurs résultats possibles. Dans cet article, nous allons expliquer, précisément, comment calibrer l'extrudeuse ou la tête de votre imprimante 3D, afin d'éviter non seulement les bourrages, mais aussi d'obtenir les meilleures performances possibles de votre appareil.
Pour obtenir les meilleures performances de votre Imprimante 3D FDM , calibrer l'extrudeur est quelque chose que vous devriez faire tôt ou tard (en fait, l'idéal est de le faire quand il est neuf). En faisant cela, vous vous assurerez que la quantité de filament sortant de la buse est adéquate (ni trop, ni trop peu), en vous assurant que vos impressions 3D ont la bonne qualité, que vous ne gaspillez pas de filament et qu'il ne se coincer dans la tête.
L'importance de calibrer l'extrudeuse
Si vous avez déjà rencontré des problèmes pour que la première couche adhère à la surface, ou si vos impressions présentent des taches, des bosses ou des lacunes, l'étalonnage de l'extrudeuse de l'imprimante pourrait être le coupable. Trop peu de filament à travers l'extrudeuse provoquera les couches à délaminer et cause mauvaise adhérence de l'impression à la plaque ; De plus, trop de filament peut également entraîner voilé ou des impressions remplies de fibres qui ne devraient pas être là.
D'autre part, une tête correctement calibrée fournira le bonne quantité de filament dans chaque couche de l'impression, rendant le résultat optimal. Cela signifie que la première couche adhérera correctement à la plaque de construction et que le résultat final sera exactement comme il se doit (en fonction bien sûr de la qualité et avec précision de votre imprimante 3D).
Par ailleurs, calibrage de l'extrudeuse est un moyen assez simple et rapide d'obtenir une grande amélioration de la qualité de vos impressions, et comme vous le verrez ci-dessous, c'est quelque chose que vous pouvez faire vous-même sans trop d'effort et sans outils compliqués. De plus, le calibrage de l'extrudeuse fonctionne à la fois pour les tubes Bowden et les types à entraînement direct, donc tant que votre imprimante 3D est de type FDM, notre guide devrait vous aider.
Enfin, il convient de noter que le processus de calibration des imprimantes 3D est une tâche qui doit être effectuée régulièrement pour s'assurer qu'elle fonctionne de manière optimale. Il est particulièrement important de le faire si vous commencez à remarquer que vos impressions sont déformées ou espacées, mais c'est toujours quelque chose qui doit être fait de temps en temps même si l'imprimante fonctionne apparemment bien.
Comment calibrer l'extrudeur de votre imprimante 3D
La première chose sur laquelle vous devez être clair, ce sont les outils dont vous aurez besoin pour ce processus d'étalonnage. Évidemment et comme nous l'avons déjà mentionné, il s'agit d'imprimantes 3D FDM avec extrudeuse à action directe ou tube Bowden ; De plus, vous avez besoin de filament, un Pied à coulisse , un feutre indélébile d'une couleur différente du filament que vous utilisez (pour pouvoir voir les marques que l'on va faire) et, bien sûr, un PC avec le logiciel de gestion de l'impression 3D. Comme vous pouvez le voir, les exigences ne sont rien que presque tout le monde dans leur maison n'a pas, à l'exception de la taille que vous devrez acheter.
La première étape de ce processus consiste à charger le filament dans l'imprimante 3D. Consultez le manuel d'instructions de votre imprimante pour savoir comment, mais cela devrait être un processus simple (dans la plupart des cas, il chauffera la buse, puis alimentera le filament dans l'extrudeuse). Une fois que le filament commence à sortir de la buse, vous saurez que l'imprimante est prête à commencer le calibrage.
Assurez-vous d'enlever tout vieux matériau adhérant à l'extrémité de la buse - idéalement, il devrait être aussi propre que possible avant de commencer le processus. De plus, il est important que la buse soit chaude pour que l'étalonnage soit le plus précis possible.
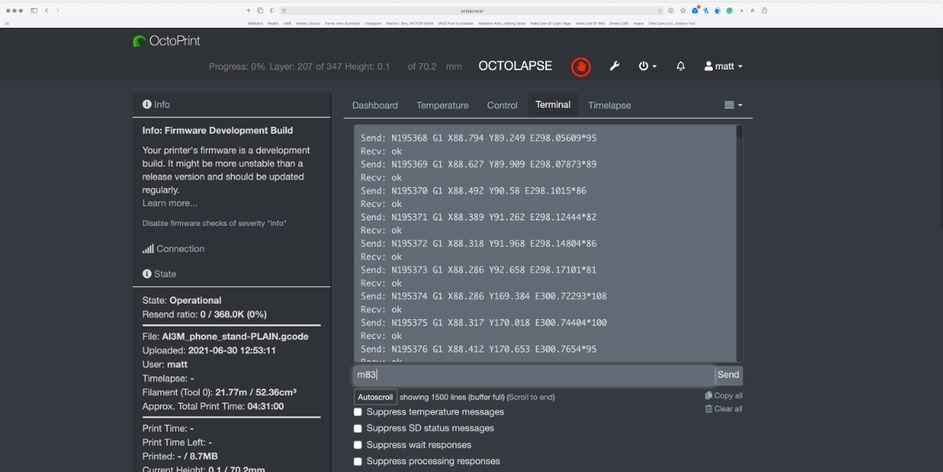
L'étape suivante consiste à connecter le PC à l'imprimante 3D, et pour la plupart des imprimantes, vous pouvez le faire via USB. Une fois que vous l'avez connecté et configuré, vous devez mettre l'imprimante dans Mode relatif (cela se fait en envoyant un commande M83 via le terminal).
Ensuite, vous devrez mesurer et marquer le filament que nous avons l'intention d'extruder. Pour cet exemple, nous avons réglé la jauge sur 120 mm puis mesuré 120 mm de filament depuis l'entrée de l'extrudeuse (ou depuis le capteur de sortie de filament, selon l'imprimante). Vous devez utiliser le marqueur permanent pour faire une petite marque sur le filament avec cette mesure, et vous assurer qu'elle est visible et aussi précise que possible (faites-le donc avec patience et beaucoup de pouls).


Une fois que vous avez marqué 120 mm sur le filament, utilisez le terminal pour envoyer 100 mm de filament à travers l'extrudeuse ; Pour ce faire, entrez la commande G1 E100 F100 au terminal, et l'imprimante doit immédiatement commencer à extruder ce qu'elle « pense » être 100 mm de filament à travers sa buse (ce processus prendra environ une minute).
Maintenant, en utilisant à nouveau la jauge, mesurez la distance entre l'extrudeuse ou l'entrée du capteur et la marque que vous avez faite sur le filament. Comme nous avons fait la marque à 120 mm et qu'en théorie nous avons utilisé 100 mm de filament, nous ne devrions avoir que 20 mm de différence ; Si la mesure est exactement de 20 mm, vous n'avez pas besoin de calibrer quoi que ce soit car tout est correct, mais si la distance est supérieure ou inférieure à 20 mm, alors vous devez calibrer l'extrudeuse.
Pour ajuster l'extrudeuse, vous devrez effectuer quelques calculs ; Pour commencer, vous devrez trouver la valeur actuelle de pas/mm de l'imprimante, et pour déterminer cette valeur vous devrez envoyer la commande M503 par le terminal.
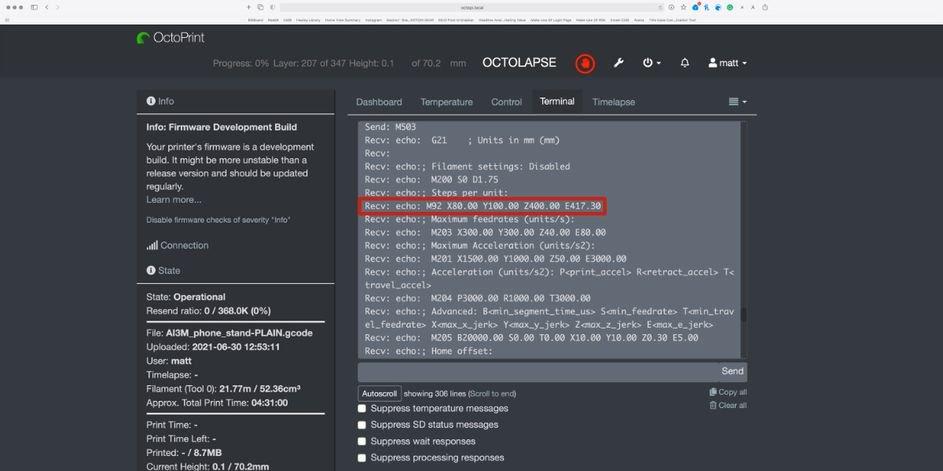
Cela devrait vous renvoyer quelques lignes de code comme vous pouvez le voir dans la capture d'écran ci-dessus. Recherchez la ligne intitulée « echo M92 […] » et à la fin de cette ligne, vous trouverez une valeur qui indique les pas par mm de l'imprimante.
Ensuite, vous devrez trouver la valeur des pas physiques / mm, et c'est précisément la mesure que vous avez prise auparavant. Supposons que cette mesure soit de 22 mm, ce qui donnerait 98 mm de filament usé. Maintenant, vous devez calculer le nombre d'étapes qu'il a fallu à l'extrudeuse pour obtenir cette mesure de filament, et pour cela, utilisez la valeur E que nous avons prise à l'étape précédente multipliée par 100 (car nous avons retiré 100 mm de filament, rappelez-vous).
Si la valeur E de l'extrudeuse était de 417.30 comme dans l'exemple, alors nous aurions 41,730 98 étapes pour atteindre 100 mm de filament extrudé. Le calcul final nécessaire est le nombre correct de passes pour extruder 41,730 mm de filament, et pour obtenir cette valeur, il suffit de diviser le nombre de passes d'extrudeuse par le mm actuel de filament extrudé. En suivant notre exemple, on diviserait 98 425.81 par 417.30, ce qui équivaut à XNUMX pas/mm, et c'est la valeur qu'il va maintenant falloir entrer dans l'imprimante (en remplacement du XNUMX qu'elle avait) pour la calibrer.
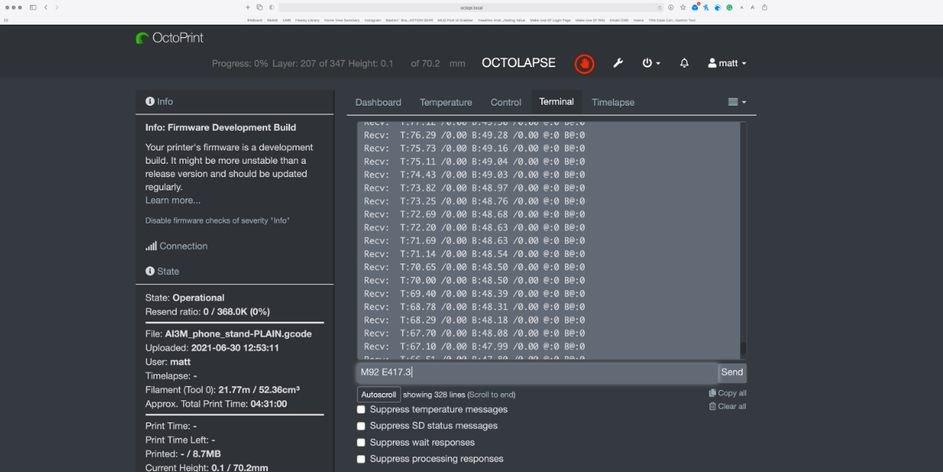
La dernière étape pour terminer le calibrage de votre imprimante 3D consiste à définir la valeur E avec les étapes correctes que nous avons calculées. Pour ce faire, envoyez la commande M92 EXXX à l'imprimante dans le terminal, où X est la valeur en pas/mm que nous avons calculée. Dans notre exemple, nous écririons M92 E425.8. Ensuite, vous devez enregistrer la valeur envoyée avec la commande M500, et nous l'aurions entièrement calibrée.
A ce stade, il est conseillé de redémarrer l'imprimante 3D pour qu'elle charge les nouvelles valeurs que nous avons établies et de relancer le processus initial (marquer 120 mm de filament, extruder 100 mm et mesurer) pour vérifier que maintenant l'imprimante sort exactement la quantité de filament qu'il faut enlever, ni plus ni moins (sinon, quelque chose ne s'est pas bien passé et vous devriez répéter tout le processus).