
Hvis dine projekter med en FDM type 3D -printer ikke er helt rigtige, eller hvis hovedet giver dig problemer, fordi det sidder fast, kan det være på tide, at du foretager en kalibrering for at sikre, at du får de bedst mulige resultater. I denne artikel vil vi præcist forklare, hvordan kalibrere ekstruderen eller hovedet af din 3D -printer, så du ikke kun undgår papirstop, men også får den bedst mulige ydelse fra din enhed.
For at få den bedste ydelse fra din FDM 3D-printer , kalibrering af ekstruderen er noget, du bør gøre før eller siden (faktisk er det ideelle at gøre det, når det er nyt). Ved at gøre dette vil du sikre, at mængden af filament, der kommer ud af dysen, er tilstrækkelig (ikke for meget, ikke for lidt), hvilket sikrer, at dine 3D -udskrifter har den rigtige kvalitet, at du ikke spilder filament, og at det ikke spilder sidder fast i hovedet.
Betydningen af at kalibrere ekstruderen
Hvis du nogensinde har stødt på problemer med at få det første lag til at klæbe til overfladen, eller hvis dine udskrifter kommer ud med pletter, bump eller huller, kan printerens ekstruderkalibrering være synderen. For lidt filament gennem ekstruderen vil forårsage lagene til delaminering og årsag dårlig vedhæftning af printet til pladen ; Derudover kan for meget filament også resultere i skæv eller fiberfyldte udskrifter, der ikke burde være der.
På den anden side vil et korrekt kalibreret hoved levere den rigtige mængde filament i hvert lag af printet, hvilket gør resultatet optimalt. Det betyder, at det første lag vil klæbe ordentligt til byggepladen, og det endelige resultat vil se præcis ud, som det skal (afhænger naturligvis af kvalitet , præcision af din 3D -printer).
Desuden ekstruder kalibrering er en temmelig enkel og hurtig måde at få en stor forbedring i kvaliteten af dine udskrifter, og som du vil se nedenfor er det noget, du kan gøre selv uden for stor indsats og uden komplicerede værktøjer. Kalibrering af ekstruderen fungerer også til både Bowden -rør og direkte drevstyper, så så længe din 3D -printer er af FDM -type, bør vores guide hjælpe dig.
Endelig skal det bemærkes, at kalibreringsprocessen for 3D -printere er en opgave, der bør udføres regelmæssigt for at sikre, at den fungerer optimalt. Det er især vigtigt, hvis du begynder at bemærke, at dine udskrifter er skævt eller gappet, men det er stadig noget, der bør gøres fra tid til anden, selvom printeren tilsyneladende fungerer fint.
Sådan kalibreres ekstruderen af din 3D -printer
Det første, du skal være klar over, er de værktøjer, du skal bruge til denne kalibreringsproces. Det er klart, og som vi allerede har nævnt, er dette til FDM 3D -printere med ekstruder med direkte handling eller Bowden -rør ; Derudover har du brug for filament, a Vernier caliper , en uudslettelig filtspidsmarkør i en anden farve end det filament, du bruger (for at kunne se de mærker, vi skal lave) og naturligvis en pc med styringssoftware til 3D -udskrivning. Som du kan se, er kravene intet, som næsten alle i deres hus ikke har, undtagen den størrelse, du bliver nødt til at købe.
Det første trin i denne proces er at indsætte filament i 3D -printeren. Kontroller printerens brugsanvisning for at finde ud af hvordan, men det bør være en ligetil proces (i de fleste tilfælde vil det varme dysen op og derefter føre filamentet ind i ekstruderen). Når filamentet begynder at komme ud af dysen, ved du, at printeren er klar til at begynde kalibreringen.
Sørg for at fjerne alt gammelt materiale, der klæber til enden af dysen - ideelt set skal det være så rent som muligt, før du starter processen. Derudover er det vigtigt, at dysen er varm, så kalibreringen er så præcis som muligt.
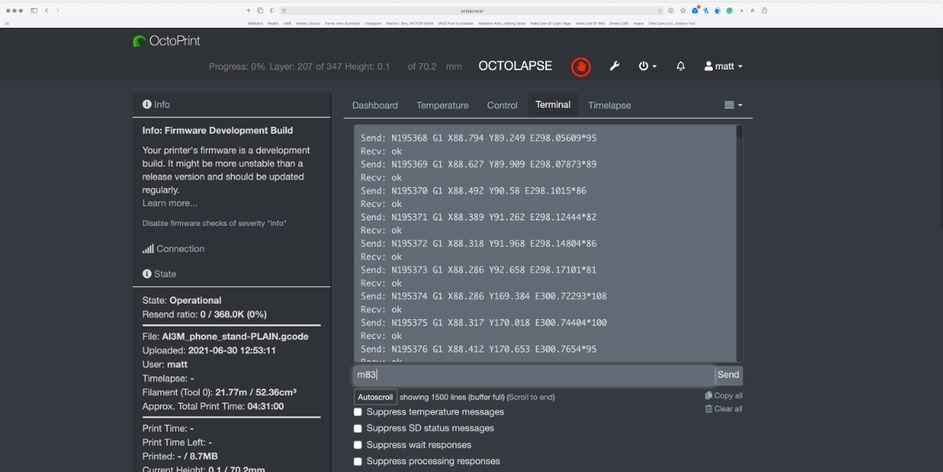
Det næste trin er at tilslut pc'en til 3D -printeren, og for de fleste printere kan du gøre det via USB. Når du har tilsluttet og konfigureret den, skal du sætte printeren i Relativ tilstand (dette gøres ved at sende en M83 kommando gennem terminalen).
Dernæst bliver du nødt til at måle og markere den glødetråd, som vi agter at ekstrudere. I dette eksempel indstillede vi måleren til 120 mm og målte derefter 120 mm filament fra ekstruderindløbet (eller fra filamentudløbsføleren, afhængigt af printeren). Du bør bruge den permanente markør til at lave et lille mærke på filamentet med denne måling, og sørg for at det er synligt og så præcist som muligt (så gør det med tålmodighed og meget puls).


Når du har markeret 120 mm på filamentet, skal du bruge terminalen til at sende 100 mm filament gennem ekstruderen; For at gøre dette skal du indtaste kommandoen G1 E100 F100 ved terminalen, og printeren skal straks begynde at ekstrudere, hvad den "tror" er 100 mm filament gennem dysen (denne proces vil tage cirka et minut).
Nu skal du bruge måleren igen, og måle afstanden mellem ekstruderen eller sensorindløbet og det mærke, du lavede på filamentet. Da vi satte mærket på 120 mm og i teorien har vi brugt 100 mm filament, burde vi kun have 20 mm forskel; Hvis målingen er præcis 20 mm, behøver du ikke kalibrere noget, fordi alt er korrekt, men hvis afstanden er større eller mindre end 20 mm, skal du kalibrere ekstruderen.
For at justere ekstruderen skal du udføre nogle beregninger; For at begynde skal du finde den aktuelle værdi i trin / mm på printeren, og for at bestemme denne værdi skal du sende kommandoen M503 gennem terminalen.
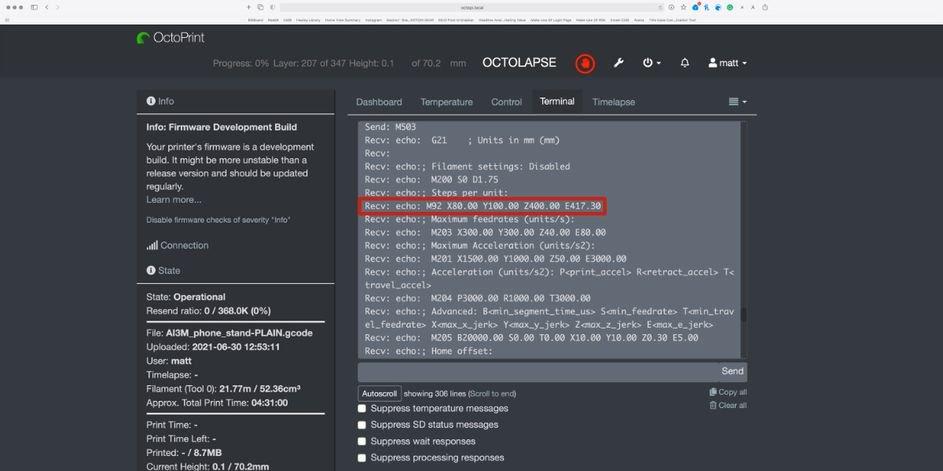
Dette skulle give dig nogle kodelinjer, som du kan se på skærmbilledet ovenfor. Kig efter linjen mærket “echo M92 […]”, og i slutningen af denne linje finder du en værdi, der angiver trinene pr. Mm på printeren.
Dernæst skal du finde værdien af fysiske trin / mm, og det er netop den måling, du tog før. Antag, at denne måling var 22 mm, hvilket ville give 98 mm brugt filament. Nu skal du beregne, hvor mange trin det tog for ekstruderen at opnå denne måling af glødetråd, og til dette brug E -værdien, som vi tog i det foregående trin ganget med 100 (fordi vi tog 100 mm filament, husk).
Hvis ekstruderens E -værdi var 417.30 som i eksemplet, ville vi have 41,730 trin for at nå 98 mm ekstruderet filament. Den endelige beregning, der er nødvendig, er det korrekte antal passager for at ekstrudere 100 mm filament, og for at få den værdi skal vi bare dividere antallet af ekstruderpassager med det nuværende mm ekstruderede filament. Efter vores eksempel ville vi dividere 41,730 med 98, hvilket svarer til 425.81 trin / mm, og det er den værdi, vi nu skal indtaste i printeren (erstatter den 417.30, den havde) for at kalibrere den.
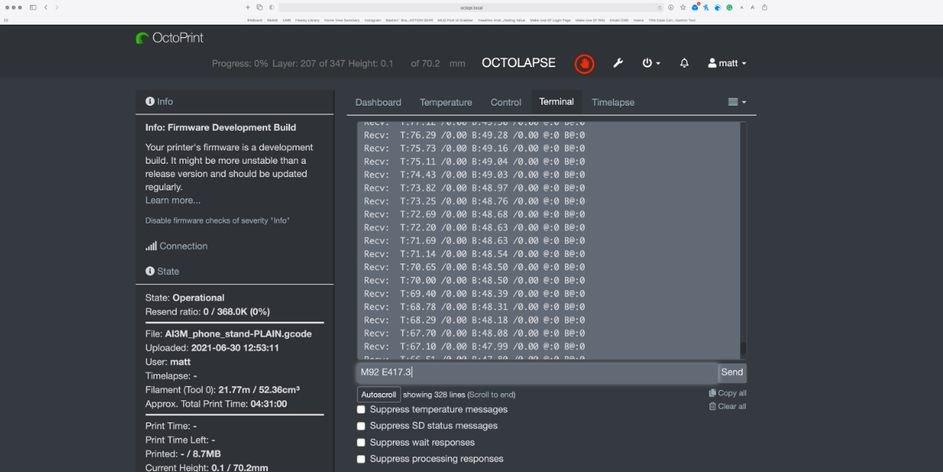
Det sidste trin for at afslutte kalibreringen af din 3D -printer er at indstille E -værdien med de korrekte trin, som vi har beregnet. For at gøre dette skal du sende kommandoen M92 EXXX til printeren i terminalen, hvor X er værdien i trin / mm, som vi har beregnet. I vores eksempel ville vi skrive M92 E425.8. Derefter skal du gemme den værdi, der sendes med M500 -kommandoen, og vi ville have den fuldt kalibreret.
På dette tidspunkt er det tilrådeligt at genstarte 3D -printeren, så den indlæser de nye værdier, som vi har etableret, og genoptager den indledende proces (markér 120 mm filament, ekstruder 100 mm og mål) for at kontrollere, at nu printeren tager ud nøjagtigt mængden af filament, der skal fjernes, hverken mere eller mindre (ellers er noget ikke gået godt, og du skal gentage hele processen).